A bal oldali alumínium alkatrészbe kell egy csapágyfészket esztergálni úgy, hogy a furat pozícióját a jobb oldali min- tadarabról másoljuk át.
T005_B
Esetünkben egy 200-as hárompofás tok- mányban megfogunk egy 4 pofás, külön külön állítható pofájú tokmányt aminek az egyik pofáját eltávolítjuk. Szükség esetén síktárcsában is elkészíthető az alkatrész , némileg több vesződséggel. Forgócsúccsal finoman nekinyomjuk a tokmány testnek az alkatrészt, majd.... ( következő kép )
T005_C ....majd egy derékszöggel beállítjuk a merőlegességet az egyik pofához. Ha jól áll az alkatrész akkor csúccsal erő- sebben a tokmánytesthez szorítjuk és a három pofával érintőlegesen meg- szorítjuk az alkatrészt. Aki ott hagyta derékszöget az jelentkezzen az igaz- gatónál egy intőért. :)
T005_D Majd a szemközti pofák egyikének nyi- tásával kivesszük a tokmányból a min- tadarabot és a nyers alumínium tömbre cseréljük. Meghúzzuk a pofákat a piros- sal jelölt számozásnak megfelelően. E- lőször a két 1-es számút felváltva , míg a teljes szorító erőt el nem érjük, majd a 2-es számút is valamivel kisebb erő- vel, nehogy kimozdítsuk az anyagot, mivel ennek a pofának nincs szemközt ellentámasza. Derékszöggel itt is ellenőrizzünk.
T005_E Fúrás....
T005_F Hát ez eléggé rosszul sikerült kép... A furat kiesztergálását ábrázolja. Itt hívnám fel a figyelmet, hogy az ilyen jellegű megmunkálásnál az alkatrész e- gyenlőtlen tömegeloszlása ha elér egy kritikus értéket akkor egy több tonnás gépet is képes belengetni. Rosszabb e- setben főorsó törés , illetve a rögzítés nélküli gépek "elsétálását" eredményez- heti. Szükség esetén külső súlyok felsze- relésével kell egyensúlyba hozni a forgó tömeget.
T005_G Mérünk is, mert néha azt is kell. :) 40 -0,025 méretűre készült a furat. Acél esetében ennél a 40-es átmérőnél mínusz másfél századosra készülne a furat, de alumíniumnál erre jó ha rászá- molunk valamennyit.
 T005_A
T005_A  T005_B
T005_B 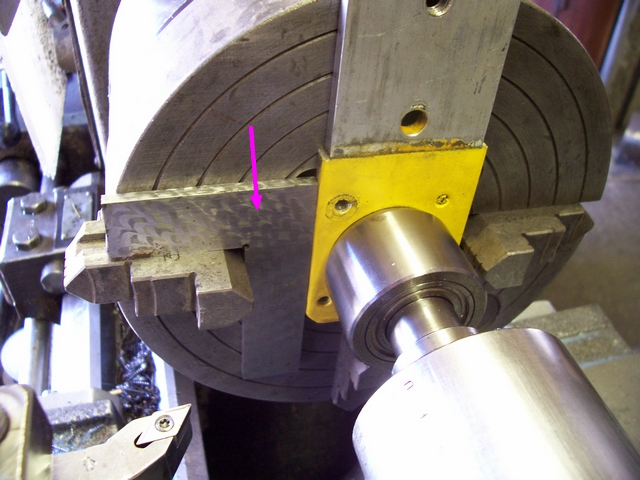 T005_C
T005_C 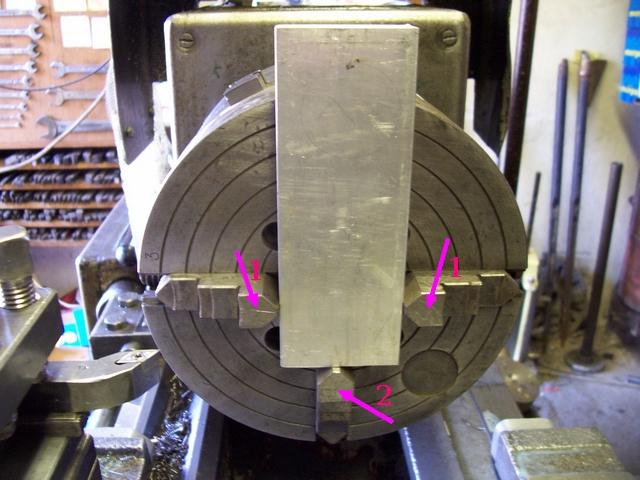 T005_D
T005_D  T005_E
T005_E 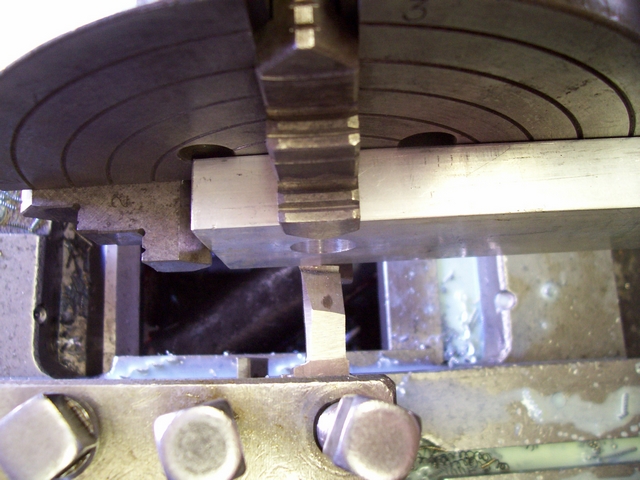 T005_F
T005_F 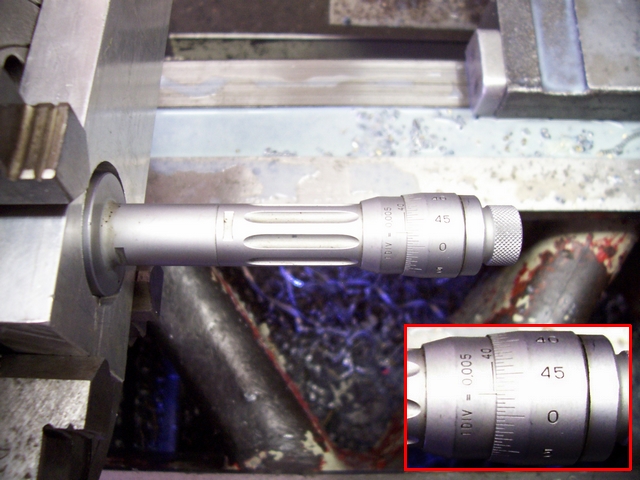 T005_G
T005_G