Nem fúrunk elő, hanem egy alkalmas késsel 2 fogásból kiesztergáljuk 50mm -re a furatot. A legtöbb műanyagnál jól működik ez a módszer.
T007_C
A palástját is meghúzzuk egy kicsit. Ez még csak "nagyolás" volt, kb 2 mm van még a felületen.
T007_D
Átfordítjuk az anyagot, leszúrjuk.
T007_E
Mindjárt lyukas is lett az anyag.
T007_F
Ezt a felét is leoldalazzuk, furatot sor- jázzuk. Ezekkel a sorjázó szerszámok- kal úgy lehet igazán szép felületet elér- ni, hogy a sorjázáskor nem állandó for- dulatot tartunk. Vagyis felpörgetjük az anyagot, majd lekapcsoljuk a gépet és amíg a mechanikai tehetetlenségtől szé- pen lassacskán leforog a tokmány, ak- kor nyomjuk neki a sorjázót.
T007_G
Belülről kifelé fogjuk meg az anyagot, az előzőleg "lenagyolt" átmérőn megnézzük, hogy jól fut e az alkatrész. Erre a külső palást felületre egy kis szög- értékű kúpot kell esztergálni. Nem bonyo- lítjuk el a dolgot, egyszerűen beállunk az alkatrész bal oldalára és a hossz előtolás- sal jobbra indulunk el, miközben a kereszt előtolással befelé megyünk átmérőben szá- molva 1,5 mm-t. Nem túl nehéz dolog egy kezdő drehás számára sem . Akinek nem megy az gyakorolja a mozgást a levegőben. A hossz mozgásnál nagyon kell ilyenkor a gépi előtolás. Az előtolás nélküli hobbi gé- pekkel ezt jóval nehezebb megcsinálni.
 T007_A
T007_A 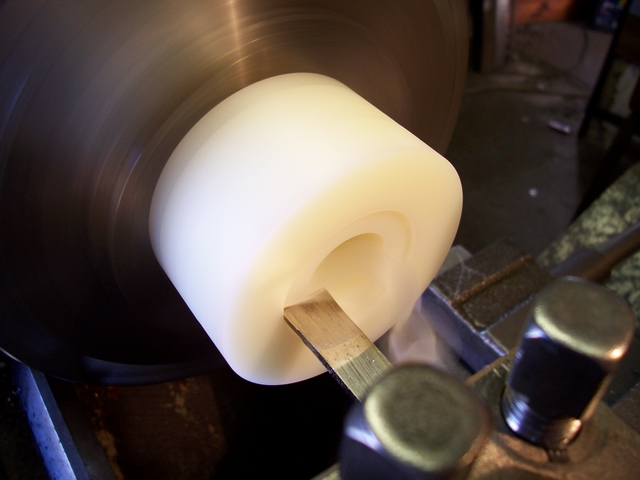 T007_B
T007_B 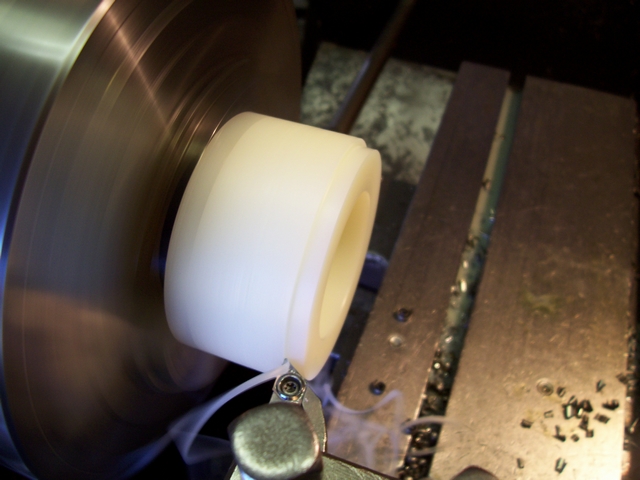 T007_C
T007_C 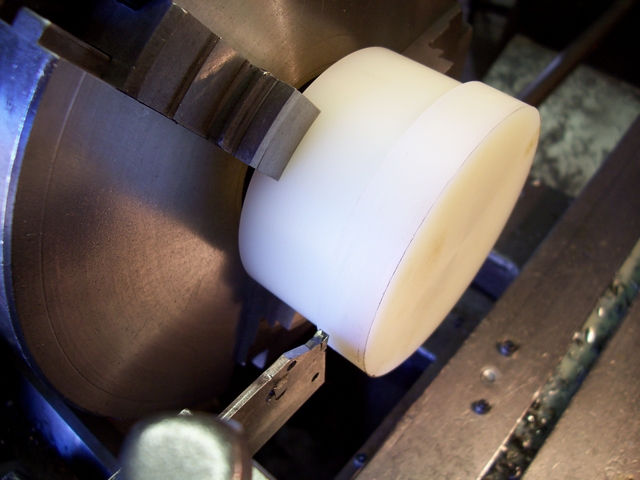 T007_D
T007_D 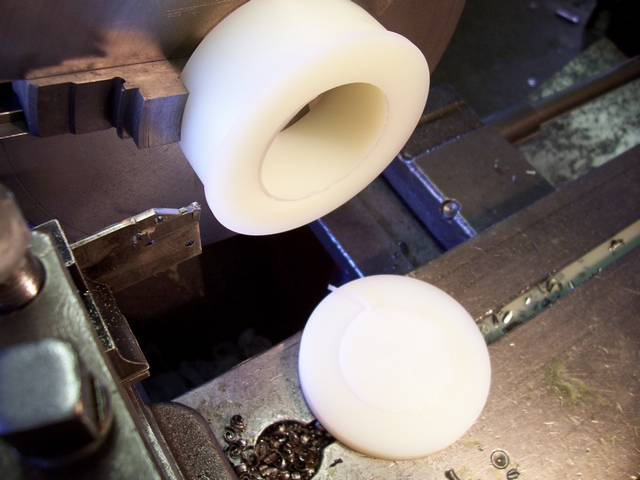 T007_E
T007_E 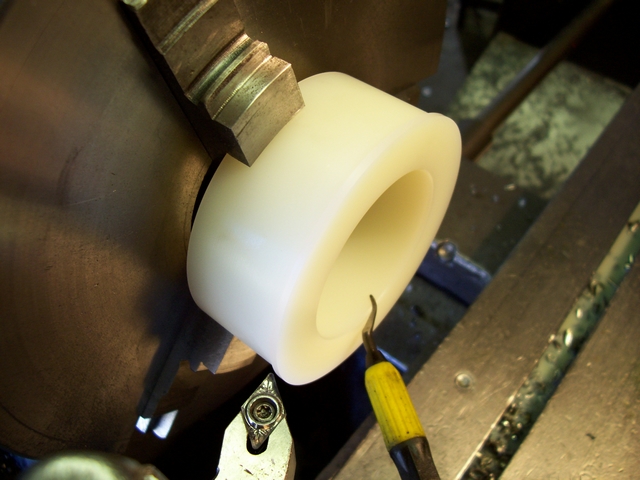 T007_F
T007_F  T007_G
T007_G 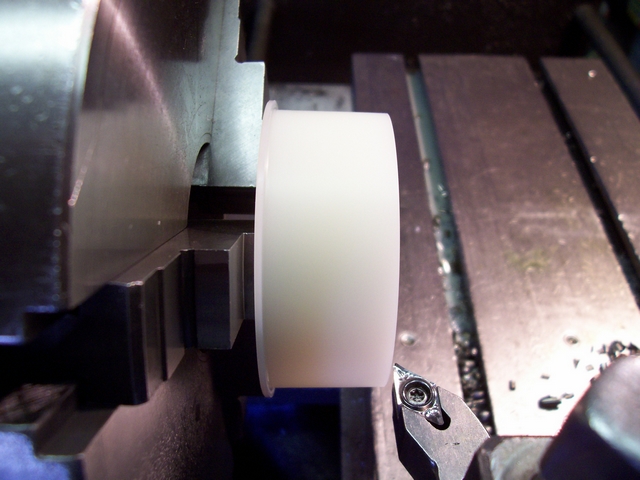 T007_h
T007_h 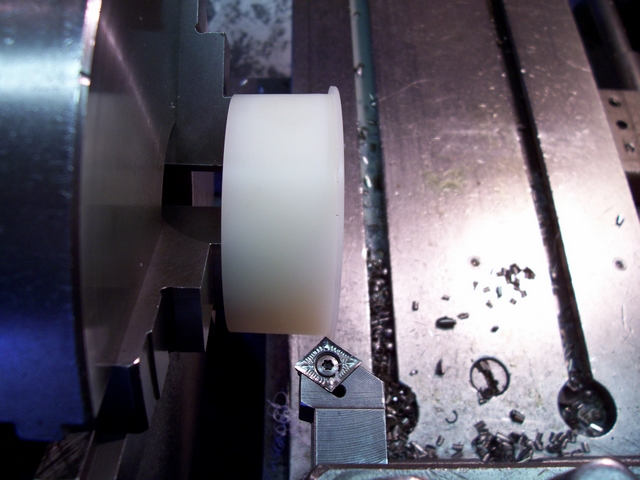 T007_i
T007_i 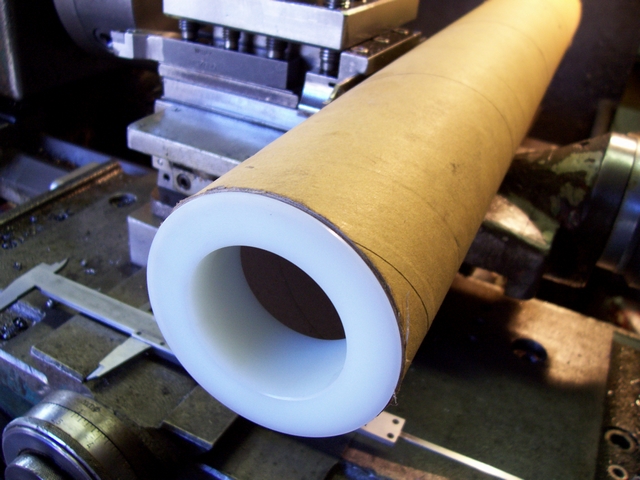 T007_J
T007_J